The most important variable during processing is mold temperature control.

- It enables a reduction in the unit costs for injection molding.
- It has been substantiated that it determines the quality features of the components.
- It guarantees correct reproduction of the surface.
- It ensures uniform shrinkage behavior.
For these reasons mold temperature control must be optimized.
- Enhancement of quality of the parts
- Optimization of production costs
- Dimensionally accurate parts
- Good surface
- Good mechanical characteristic values
- Little distortion
- Short cooling time
In the process chain from granulate to the finished molding, the injection mold not only means high quality demands, but also represents considerable capital tied up. To meet the economic demands, an injection mold must be very well thought-out.
The economic efficiency of an injection mold and of the entire production process is clearly related to the hourly production rate that can be achieved with the mold. The requirements for a short cycle time, combined with good molding quality, include:
- an optimal heat exchange between the injected plastic and the mold, and
- an even temperature distribution in the mold walls from cycle to cycle.
Thus, the mold represents a heat exchanger that is subjected to a high mechanical load and whose functionality has a decisive influence on the economic efficiency of production. With regard to processing, optimized mold temperature control is the most important variable for reducing unit costs. Experience shows that a savings potential of 10-40% can be attained in the injection molding process through optimized mold cooling.
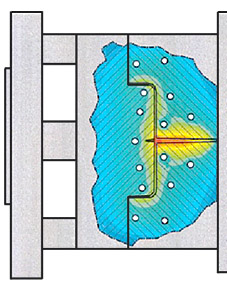
 | | Optimized mold temperature control | In the process of injection molding thermoplastics, hot melt is periodically injected into a cold mold. Without mold temperature control, the cavity surface would be heated up unevenly due to the constant supply of heat through the melt. Through mold temperature control a uniform temperature level is reached on the mold surface relatively quickly. An even temperature distribution over the entire surface of the cavity is a major prerequisite for the desired molding quality.
Uniform reproduction of a structured surface requires a uniform temperature level on the mold surface. The hotter the mold surface is, the better the melt can reproduce the fine structures of a grain.
The shrinkage behavior is also clearly related to the mold temperature. Rapid solidification hinders crystallization of the thermoplastic and leads to less shrinkage. If the temperature distribution in the mold varies, shrinkage differences occur that influence the dimensional stability of the component.
Not only the component quality, but also the feasible cycle time and thus the production costs are clearly related to mold temperature control. Only after the demolding temperature has been reached, can the mold be opened and the component removed from the mold. If sections of the plastic molding cool down more slowly due to inadequate temperature control, the cycle time is prolonged.
Through the radiation of thermal evergy over the external surface of the mold, a specific temperature distribution, which affects mold temperature control, is created in the mold as a function of time.
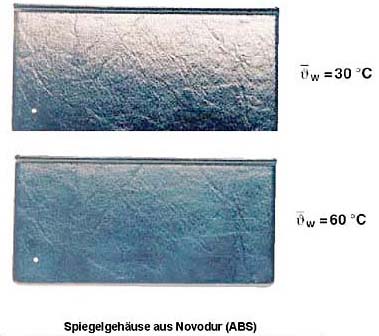 | | Differences in degree of gloss depending on the cavity temperature. (Part shown above: mirror housing made from Novodur ABS). | Prerequisite for optimal mold temperature control | _Top of page | The temperature control system consists of three components:
- heating -cooling channel in the mold
- coolant
- temperature control unit
To achieve optimal mold temperature control, the three components must meet certain conditions:
- Position of the heating-cooling channels
- The number and position of the heating-cooling channels should be selected such that uniform temperature control of all molding sections is ensured and an adequately large heating-cooling channel surface is available. Adaptation of the temperature control must be provided for, especially for molding corners and cores (angular distortion).
- Size of the heating-cooling channels
- In connection with the size of the heating-cooling channels consideration must be given to the pressure needs for conveying the coolant in the mold. If the cooling channels are too small, a high pressure drop is the consequence. Diameters that are too large lead to a low flow speed and prevent a turbulent flow. However, a turbulent flow in the cooling channels is a major requirement for the effectiveness of the cooling system.
- Temperature difference
- The temperature difference between inlet and outlet temperature of the coolant should be as small as possible. Therefore, a division into several parallel circuits is necessary according to the size and quality demands placed onthe component so the temperature difference does not become too large.
- Coolant and temperature control unit
- The coolant should have good heat transfer properties. Water has proven to be an ideal coolant for the processing of thermopalstics. The temperature control unit must be able to maintain the desired mean mold wall temperature within tight limits regardless of the production conditions.
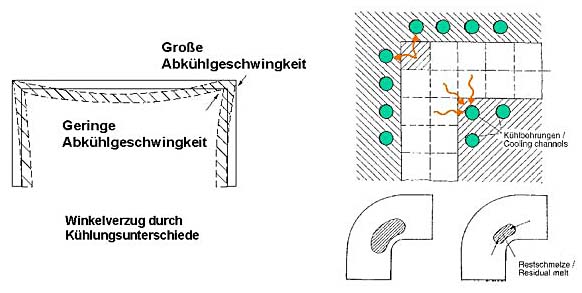 | | Angular distortion due to temperature differences | The actual cooling time already begins with the filling of the cavity. However, freezing of the melt shoulde be avoided in the filling phase. The main quantity of heat is exchanged after the molding is filled. The cooling time ends as soonas the temperature of all sections of the molding has fallen below the mean demolding temperature. The molding can be removed from the mold.
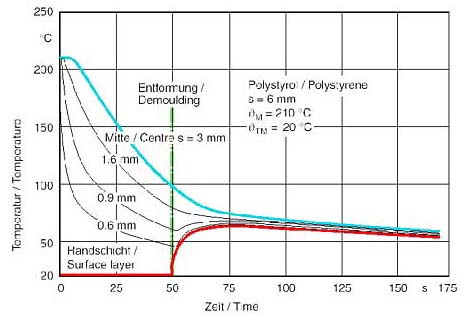 | | Temperature curve in a molding before and after demolding | The conventional method for producing cooling channels (drilling) is, however, subject to limits. In complex contours, for example, critical areas often cannot be provided with sufficient cooling channels. To withdraw the heat from such zones, different methods have been developed:
- Copper-beryllium inserts, around which the cooling medium flows in the base section, carry off the heat thanks to their good temperature conductivity and transfer it to the coolant.
- Heat transfer tubes fulfill the same purpose as copper-beryllium inserts. In an enclosed pin, thermal energy is absorbed via the change in the state of aggregation and given off to the colder cooling medium because of the temperature difference between mold steel and coolant.
- By lining the cavities in the mold with copper, faster dissipation of the thermal energy is provided for through the better thermal conductivity of the copper in relation to the mold steel and the copper-beryllium inserts.
- Innova's System Contura is a production method that makes it possible to follow the contours of the molding with the cooling channels. The cooling channels, which are ideally placed in this way, enable even cooling of the mold surface.
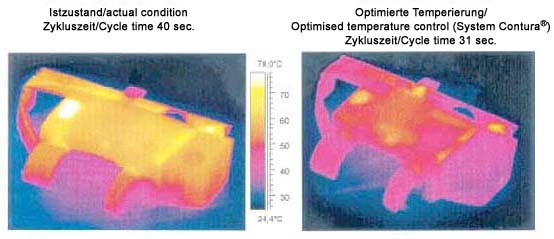 | | Optimized temperature distribution in the molding through Innova's System Contura | |